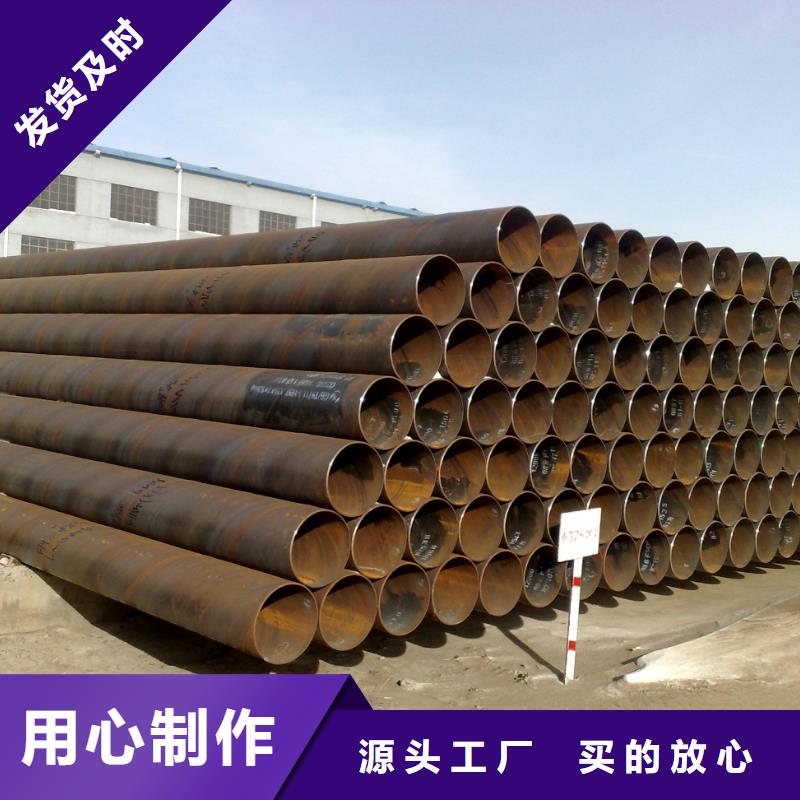
无需长篇大论,观看壁厚0.5mm螺旋管深受客户信赖视频,让你瞬间爱上我们的产品。
以下是:壁厚0.5mm螺旋管深受客户信赖的图文介绍
聚力群达金属材料有限公司(巧家分公司)地理位置交通非常方便占地面积2000平方米,长期提供优质的 彩钢瓦,是老牌的 彩钢瓦生产厂家,质量保证,价格优惠力度大!聚力群达金属材料有限公司(巧家分公司)真诚期待与您的合作!


在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。



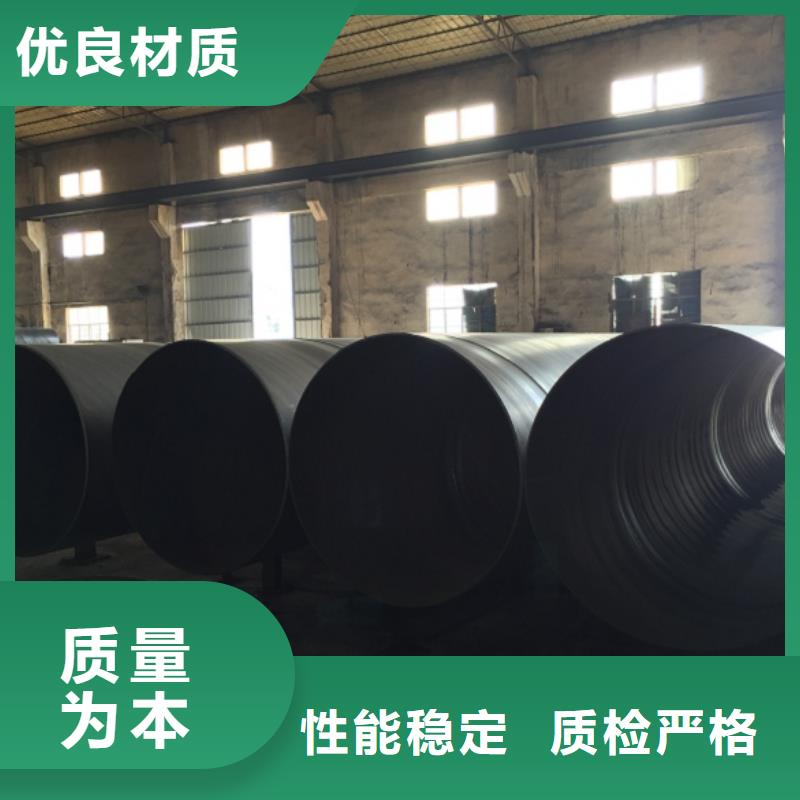
将制成的螺旋管用水冲洗,然后脱机。 但是,在高温加热后,水冷后的螺旋钢管的温度仍然较高。 因此,夏季离线螺旋钢管应注意以下几点:
1.从钢丝上取下螺旋钢管后,将其放在平坦的地方,然后将其平放。 不要互相挤压。 如果将挤出物放置至少24小时,则PE层应完全附着在钢管的外壁上。
2.螺旋钢管离线后不要下雨。 雨后很容易导致管接头泄漏。
3.在螺旋钢管的生产过程中,环氧树脂粉和粘合剂应比平常大1%,以达到实际所需的厚度。
4.下线后,请勿将螺旋钢管暴露在高温下。 暴露很容易引起PE层膨胀,从而使钢管的外壁脱落,从而无法达到防腐作用。


超声波探伤:对内外焊缝及焊缝两侧母材进行100%的检查。X射线探伤:对内外焊缝进行 100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。打压试验:在水压试验机上对螺旋钢管进行逐根检验以保证钢管达到标准要求的试验压 力。倒棱平头:将检验合格后的螺旋钢管进行管端加工,达到要求的管端坡口尺寸。 检查:螺旋管再次进行超声波和X射线探伤以及进行管端磁粉检验,检查是否存在焊接问题及管端缺陷。



